
在高效能運算(HPC)水冷組件、水冷板(Cooling Plate)的製造中,銅的焊接品質直接決定了熱傳導效率與長期運作的安全性。銅的高反射率(High Reflectivity)與高導熱性(High Thermal Conductivity),讓傳統雷射製程在穩定性上面臨巨大挑戰。
許多工程師在導入自動化生產時,常遇到焊接飛濺(Spatter)堵塞流道、氣孔(Porosity)導致洩漏,或反射光損毀雷射頭等痛點。本文將深入剖析傳統 IR 雷射的不足,並對比目前主流的三大創新方案:綠光、藍光、以及 IR 同軸環形光。
1. 傳統 IR 光纖雷射:高功率的雙面刃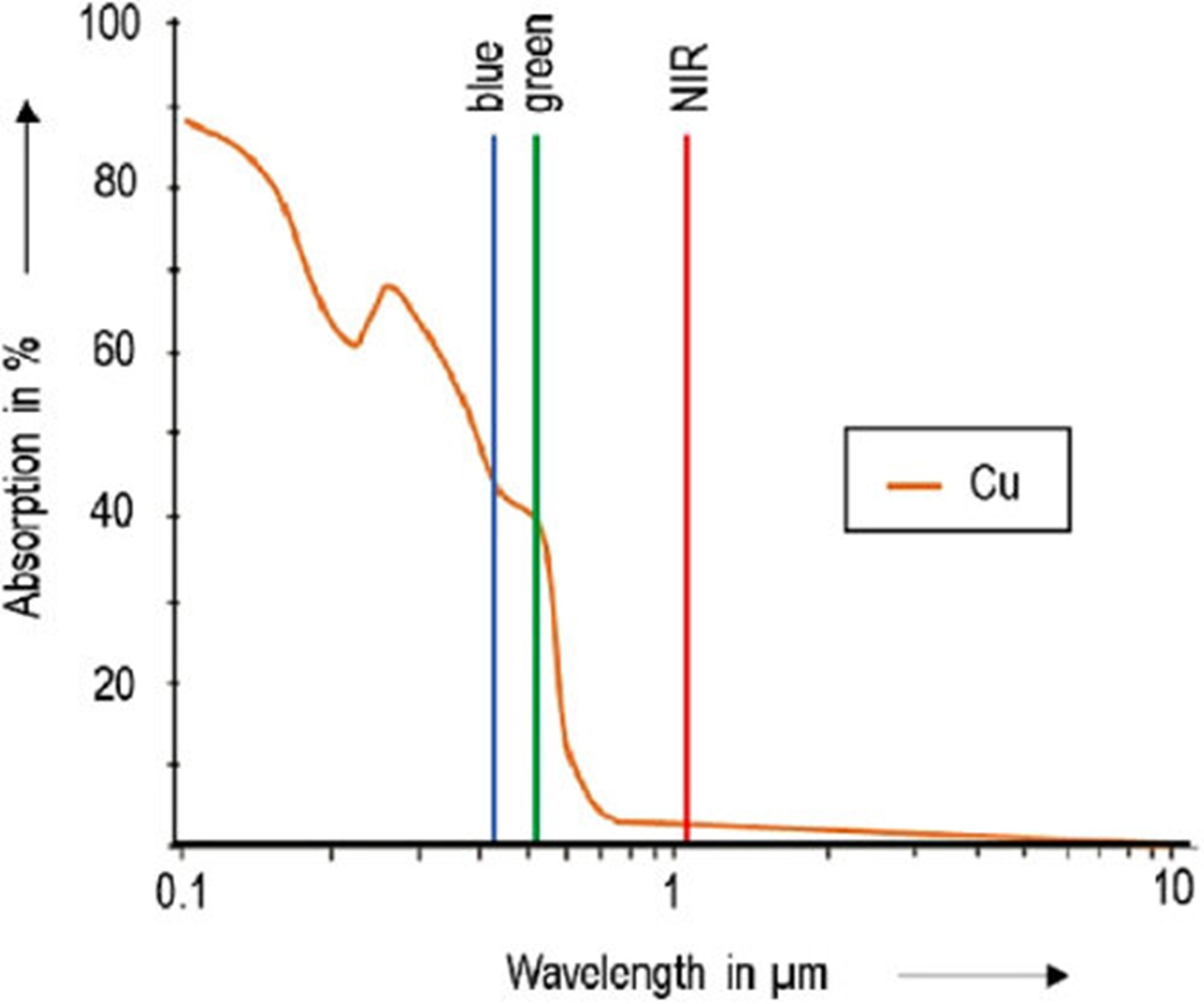
Absorption of copper depending on the wavelength [1].
2. 綠光雷射 (Green Laser):頻率倍增的精密工藝
3. 藍光雷射 (Blue Laser):半導體直接輸出的效率之王
4. IR 同軸環形光:光束整形的智慧
技術綜合對比分析表
下表總結了四種技術在熱管理生產線上的核心表現:
結語:熱管理產業的製程轉型——選擇最適合您的「光」
在銅焊接的領域,我們已經告別了僅靠「暴力輸出」功率來克服反射的時代。隨著熱管理組件(如 3D 蒸氣室、高效能液冷板、超薄熱管)向高集成度與長效穩定性演進,雷射技術的選擇已成為企業競爭力的核心。
傳統紅外線 IR 雷射雖然擁有極高的市場普及率與成本優勢,但其低吸收率引發的不穩定性,在追求零缺陷的精密熱管理領域已漸顯疲態。相比之下,綠光/雷射憑藉其精確的波長轉換技術,在微米級的薄件加工中展現了如手術刀般的精準度是微型散熱結構不可或缺的利刃。利用半導體直接輸出的藍光雷射崛起則提供了業界對銅加工的新想像。而對於追求產速與深度的重型散熱模組,IR 同軸環形光技術則展現了光束整形的智慧,透過預熱與深熔的完美協奏,在保持高功率輸出的同時,將飛濺率壓制在極低的水準。
在您的散熱開發項目中,哪一項技術指標(氣密、外觀、或是深度)最令您感到棘手?
歡迎與成新科技聯繫,讓我們協助您找到最適合您的焊接解決方案。
References:
[1] E. Dold, E. Kaiser, K. Klausmann, S. Pricking, S. Zaske, and R.Brockmann, “High-performance welding of copper with green multi-kW continuous-wave disk lasers,” Proc. SPIE 10911, 10911U (2019).
許多工程師在導入自動化生產時,常遇到焊接飛濺(Spatter)堵塞流道、氣孔(Porosity)導致洩漏,或反射光損毀雷射頭等痛點。本文將深入剖析傳統 IR 雷射的不足,並對比目前主流的三大創新方案:綠光、藍光、以及 IR 同軸環形光。
1. 傳統 IR 光纖雷射:高功率的雙面刃
- 技術原理: 利用摻鐿(Ytterbium)光纖產生 1064 nm 波長的近紅外光。其能量密度高,主要透過「小孔效應(Keyhole Mode)」進行深熔焊,但在面對銅時,卻存在先天缺陷:
- 物理性的排斥(低吸收率): 室溫下,銅對 IR 波段的吸收率僅約 5%。這意味著 95% 的能量會被反射,極易燒毀雷射光學元件。
- 失控的「鑰匙孔」效應: 為了克服高反射,工程師不得不調高功率。然而,一旦銅熔化成液態,吸收率會瞬間飆升至 60% 以上。這種能量吸收的劇烈波動會導致熔池劇烈噴濺,留下大量氣孔,這對要求氣密性的散熱元件是致命傷。
Absorption of copper depending on the wavelength [1].
2. 綠光雷射 (Green Laser):頻率倍增的精密工藝
- 技術原理: 透過非線性晶體(如 LBO/KTP)將 1064 nm 的 IR 雷射進行「二倍頻(Second Harmonic Generation, SHG)」轉換為 515 nm 或 532 nm,是針對銅焊接的高端解決方案。
- 技術表現:
- 技術成熟度: 高,已能穩定輸出數千瓦功率。
- 穩定性與壽命: 由於涉及晶體轉換,轉換晶體具有一定的壽命損耗,長期維修成本較 IR 高。
- 優勢: 銅對綠光吸收率約40%,且光束品質佳,易於聚焦成小光斑,可以在微電子熱管理、微米級熱交換器(Micro-heat exchanger)中實現極佳的深度控制。
- 劣勢:功率受限,目前高功率綠光雷射約3kW,適合2mm厚度以下之焊接應用。
3. 藍光雷射 (Blue Laser):半導體直接輸出的效率之王
- 技術原理: 採用氮化鎵(GaN)半導體雷射二極體直接產生 450 nm 波長。這是不經過晶體轉換的「直接輸出」,光學損失極小。
- 技術表現:
- 技術成熟度:中。過去光束品質較差,但隨著合束技術進步,已逐步應用於工業級焊接。
- 穩定性與壽命:因波長特性,幾乎不產生後向反射,對於雷射源本身的保護性最好。
- 優勢: 銅對藍光吸收率略高於綠光,約為45%。
- 劣勢與局限: 藍光雷射的光束品質(Brightness)相對較差,無法像 IR 或是綠光那樣聚焦成極小的點,因此在深寬比(Deep penetration)的要求上略遜一籌。
4. IR 同軸環形光:光束整形的智慧
- 技術原理: 透過特殊設計的光纖,將單一雷射束分為中心(Center)與外環(Ring)兩部分。外環光束負責「預熱」材料,將銅的溫度提升至吸收率穩定的區間,中心光束則負責「深穿透」。這種組合大幅消除了傳統 IR 的不穩定性。由於仍採用 IR 波段,它能輕易達到 6 kW 甚至更高的功率,是焊接厚板熱交換器的首選。
- 技術表現:
- 技術成熟度: 中,主要由大廠(如 IPG、Coherent)推動。
- 穩定性與壽命: 繼承了光纖雷射長壽命的優點,但雖然光纖結構較複雜。
- 優勢: 解決了 IR 噴濺的問題,是大厚度(>3mm)散熱底座與匯流排最經濟的高效率方案。
- 劣勢與局限: 雖然減少了噴濺,但相對於綠光/藍光,其熔池擾動仍較明顯,對於薄件的控制難度較高。
技術綜合對比分析表
下表總結了四種技術在熱管理生產線上的核心表現:
| 評比維度 | 傳統 IR 雷射 | 綠光 (Green) | 藍光 (Blue) | IR 同軸環形光 (ARM) |
| 波長特性 | 1064 nm | 515/532 nm | 450 nm | 1064 nm (複合能量) |
| 技術原理 | 光纖雷射直接輸出 | 二倍頻 (SHG) 轉換 | 半導體二極體直接輸出 | 雙芯光纖光束整形 |
| 銅吸收率 | ~5% (極低) | ~40% (高) | ~45% (高) | 穩定 (透過預熱提升) |
| 技術成熟度 | 極成熟 | 高 (碟片式為主流) | 中 (快速導入期) | 高 |
| 熱管理典型應用 | 非核心結構焊 | 微流道、薄箔鰭片 | 水冷板封裝、氣密焊 | 厚銅板、大型冷卻塊 |
結語:熱管理產業的製程轉型——選擇最適合您的「光」
在銅焊接的領域,我們已經告別了僅靠「暴力輸出」功率來克服反射的時代。隨著熱管理組件(如 3D 蒸氣室、高效能液冷板、超薄熱管)向高集成度與長效穩定性演進,雷射技術的選擇已成為企業競爭力的核心。
傳統紅外線 IR 雷射雖然擁有極高的市場普及率與成本優勢,但其低吸收率引發的不穩定性,在追求零缺陷的精密熱管理領域已漸顯疲態。相比之下,綠光/雷射憑藉其精確的波長轉換技術,在微米級的薄件加工中展現了如手術刀般的精準度是微型散熱結構不可或缺的利刃。利用半導體直接輸出的藍光雷射崛起則提供了業界對銅加工的新想像。而對於追求產速與深度的重型散熱模組,IR 同軸環形光技術則展現了光束整形的智慧,透過預熱與深熔的完美協奏,在保持高功率輸出的同時,將飛濺率壓制在極低的水準。
在您的散熱開發項目中,哪一項技術指標(氣密、外觀、或是深度)最令您感到棘手?
歡迎與成新科技聯繫,讓我們協助您找到最適合您的焊接解決方案。
References:
[1] E. Dold, E. Kaiser, K. Klausmann, S. Pricking, S. Zaske, and R.Brockmann, “High-performance welding of copper with green multi-kW continuous-wave disk lasers,” Proc. SPIE 10911, 10911U (2019).